Slijtagebeperking bij ploegscharen: waarom de juiste slijtlaag meer doet dan alleen onderdelen langer laten meegaan
Slijtage aan grondbewerkingsdelen wordt vaak gezien als een normaal gevolg van werken in de bodem. Een ploegschaar, cultivatortand of ander slijtonderdeel komt continu in contact met zand, grond, stenen en andere abrasieve bestanddelen. Vroeg of laat slijt het onderdeel en moet het worden vervangen.
Maar slijtage is meer dan alleen materiaalverlies. Wanneer een ploegschaar slijt, verandert ook de vorm van het onderdeel. De punt wordt korter of stomper, het blad verliest zijn oorspronkelijke snijgeometrie en de ploeg kan zich anders door de bodem gaan gedragen. Daardoor heeft slijtage niet alleen invloed op de levensduur van het onderdeel, maar ook op stilstand, arbeid, machinebelasting en de totale kosten per hectare.
Een wetenschappelijk artikel van Gulyarenko en Bembenek uit 2022 laat goed zien waarom slijtagebeperking bij ploegscharen technisch én economisch relevant is. De auteurs onderzochten hoe de levensduur van ploegscharen kan worden berekend en hoe een slijtvaste oppervlaktelaag die levensduur kan beïnvloeden. In het onderzoek werd plasmaharding toegepast, maar de bredere les is ook relevant voor andere vormen van slijtagebescherming: de levensduur van een onderdeel wordt bepaald door de combinatie van bodem, belasting, geometrie en materiaalgedrag.
Slijtage begint bij het begrijpen van de toepassing
De kern van het onderzoek is niet simpelweg dat een harder oppervlak langer meegaat. De auteurs laten vooral zien dat de levensduur van een ploegschaar beter te begrijpen is wanneer je kijkt naar het complete slijtagebeeld.
Daarbij spelen meerdere factoren tegelijk een rol: bodemsoort, bodemhardheid, drukverdeling op het onderdeel, werksnelheid, snijgeometrie en de slijtvastheid van het materiaal. Een ploegschaar slijt bovendien niet overal op dezelfde manier. De punt en het blad hebben ieder hun eigen belasting en hun eigen afkeurgrens. Soms is de punt bepalend voor het einde van de levensduur, terwijl het blad nog restlevensduur heeft. In andere omstandigheden is juist het blad de beperkende factor.
Dat inzicht is belangrijk voor slijtagebeperking. Een slijtlaag moet niet willekeurig worden aangebracht, maar gericht op de zones die in de praktijk het meest kritisch zijn. De juiste bescherming op de juiste plek kan meer effect hebben dan simpelweg het hele onderdeel zo hard mogelijk maken.
Bodemsoort en bodemdruk maken een groot verschil
Niet elke bodem veroorzaakt dezelfde slijtage. In het artikel worden onder andere zandgrond, leemgrond en kleigrond met elkaar vergeleken. Zandgrond heeft in de gebruikte berekeningen een veel hogere relatieve slijtagecapaciteit dan kleigrond. Dat betekent dat dezelfde ploegschaar op zandgrond aanzienlijk sneller kan slijten dan op lichtere kleigrond, wanneer de overige omstandigheden gelijk blijven.
Ook bodemhardheid speelt een grote rol. Hoe harder de bodem, hoe groter de druk op de ploegschaar. Die druk is bovendien niet gelijk verdeeld over het hele onderdeel. De punt krijgt een andere belasting dan het blad. Daardoor kan dezelfde ploegschaar onder verschillende omstandigheden op een heel andere manier slijten.
Voor de praktijk betekent dit dat er geen universele slijtlaag bestaat die overal optimaal werkt. Een oplossing die goed presteert in de ene bodemsoort of toepassing, hoeft niet automatisch de beste keuze te zijn in een andere omgeving. Slijtagebeperking vraagt daarom om afstemming op de werkelijke omstandigheden.
Waarom een slijtvaste laag helpt
Omdat de meeste slijtage aan het oppervlak ontstaat, ligt het voor de hand om juist die buitenste laag te versterken. Een goed gekozen slijtlaag kan de meest belaste zones beschermen, waardoor het onderdeel langer zijn functionele vorm behoudt.
Bij ploegscharen is dat belangrijk, omdat de werking sterk afhankelijk is van de geometrie. De ploegschaar moet goed blijven snijden en de bodem blijven binnendringen. Wanneer de punt of het blad te ver afslijt, neemt de werking af en moet het onderdeel worden vervangen.
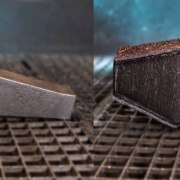
Het onderzoek laat zien dat een hardere oppervlaktelaag de levensduur aanzienlijk kan verlengen wanneer die laag past bij de belasting van het onderdeel. In de onderzochte situatie werd een geharde oppervlaktelaag aangebracht op ploegscharen van 65G-staal. De hardheid steeg van gemiddeld 18,2 HRC vóór behandeling naar 53,2 HRC na behandeling. De geharde laag had een diepte van ongeveer 1 tot 1,8 mm.
Het belangrijkste punt is dat de laag niet los kan worden gezien van de toepassing. De verbetering zat niet alleen in een hogere hardheid, maar in het feit dat de oppervlaktelaag aansloot op de zones waar de slijtage daadwerkelijk plaatsvond.
Wat het onderzoek laat zien over levensduur
De auteurs combineerden berekeningen met veldtesten. In de veldtest werden behandelde en standaard ploegscharen onder dezelfde omstandigheden gebruikt. Na 20,5 hectare ploegen waren de standaard ploegscharen versleten. De behandelde ploegscharen hadden op dat moment nog een resterende levensduur van ongeveer 20 hectare. Op basis van de berekeningen en tests concluderen de auteurs dat de levensduur in de onderzochte omstandigheden met een factor 2 tot 3 kon toenemen, afhankelijk van de bodemomstandigheden.
Dat is geen algemene garantie dat elke slijtlaag op elk onderdeel automatisch twee tot drie keer langer meegaat. Het onderzoek is uitgevoerd met een specifieke staalsoort, een specifieke behandeling, bepaalde bodemomstandigheden en een bepaald type ploeg.
Wat het onderzoek wél duidelijk onderbouwt, is het principe: wanneer je de slijtagezones goed begrijpt en de oppervlaktelaag daarop afstemt, kan de levensduur van grondsnijdende onderdelen aanzienlijk worden verlengd.
Slijtagebeperking verlaagt meer dan alleen onderdeelverbruik
De directe besparing van een langere levensduur is duidelijk: er zijn minder vervangende onderdelen nodig. Maar bij slijtdelen is dat meestal niet de enige kostenpost.
Elke vervanging kost ook arbeid. Onderdelen moeten worden gedemonteerd, gemonteerd en gecontroleerd. De machine staat in die tijd stil. Zeker in seizoensgebonden werk, waarin de beschikbare tijd beperkt is, kan stilstand zwaarder wegen dan de prijs van het onderdeel zelf.
Het artikel benoemt dit economische effect expliciet. De auteurs geven als voorbeeld dat voor elke 100 hectare ploegen minimaal 70 dollar aan vervangingskosten nodig kan zijn, plus minimaal vier arbeidsuren. Voor Kazachstan vertalen zij dit naar circa 85 miljoen dollar aan kosten en een aanvullende behoefte aan ongeveer drieduizend machineoperators.
Daarmee wordt duidelijk dat slijtagebeperking niet alleen een technische verbetering is, maar ook een manier om gebruikskosten te beheersen. De juiste vraag is daarom niet alleen wat een ploegschaar kost bij aanschaf, maar wat het onderdeel kost per hectare, inclusief vervanging, arbeid en stilstand.
De relatie met brandstofgebruik en machine-efficiëntie
Een versleten ploegschaar kan de werking van de machine beïnvloeden. Wanneer de snijgeometrie verandert, kan de bodemweerstand toenemen. De machine moet dan harder werken om dezelfde bewerking uit te voeren. Dat kan gevolgen hebben voor de belasting van de trekker en voor het brandstofverbruik.
Het onderzoek benoemt dat de duurzaamheid van grondsnijdende delen invloed heeft op energiekosten, brandstofverbruik, het naleven van landbouwkundige eisen en de betrouwbaarheid van de machine-tractorcombinatie. Ook schrijven de auteurs dat de scherpte van de snijdende delen invloed heeft op brandstofverbruik, betrouwbaarheid van tractoren en prestaties van de machine-tractorcombinatie als geheel.
Daarbij is wel nuance nodig. Het artikel geeft geen concrete eigen meting van brandstofbesparing in liters per hectare of in procenten. De bewijslast in het artikel ligt vooral op levensduurverlenging, slijtageberekening, hardheidsmeting en veldtest. De link met brandstofgebruik wordt technisch en operationeel onderbouwd, maar niet apart gekwantificeerd.
Daarom is de juiste formulering: slijtagebeperking kan bijdragen aan een efficiëntere werking van de machine doordat het onderdeel langer zijn juiste vorm behoudt. De exacte brandstofbesparing hangt af van de toepassing en moet in de praktijk worden gemeten.
Van aanschafprijs naar totale kosten per hectare
Bij slijtdelen is de goedkoopste aanschafprijs niet altijd de goedkoopste oplossing. Een onderdeel zonder slijtlaag kan goedkoper zijn bij aankoop, maar duurder uitvallen wanneer het sneller slijt, vaker vervangen moet worden en meer stilstand veroorzaakt.
Een betere vergelijking kijkt naar de totale kosten per hectare of per draaiuur. Daarbij tellen meerdere factoren mee:
- de aanschafprijs van het onderdeel;
- de levensduur in hectares of uren;
- het aantal wisselmomenten;
- de arbeidstijd per wissel;
- de stilstand van de machine;
- de invloed op machinebelasting en efficiëntie.
Als een slijtvaste laag de levensduur voldoende verlengt, kan de meerprijs worden terugverdiend door minder vervangingen, minder arbeid en minder stilstand. Het onderzoek naar ploegscharen laat zien dat dit effect in de onderzochte omstandigheden aanzienlijk kan zijn.
Waarom maatwerk belangrijk blijft
Een slijtlaag werkt alleen goed wanneer deze past bij het slijtagemechanisme. Bij ploegscharen gaat het vooral om abrasieve slijtage door bodemcontact, maar ook drukverdeling, bodemhardheid, werksnelheid en geometrie spelen een rol.
In andere toepassingen kunnen juist impact, temperatuurwisselingen, corrosie of materiaalopbouw belangrijker zijn. Een slijtlaag die uitstekend werkt bij droge abrasie kan minder geschikt zijn bij zware impact. Een extreem harde laag kan slijtvast zijn, maar ook gevoeliger worden voor scheurvorming wanneer de belasting daar niet bij past.
Daarom begint goede hardfacing niet bij de vraag: “Hoe hard kunnen we het maken?” De betere vraag is: “Welke slijtage treedt hier op, en welke laagopbouw past daarbij?”
Bij Geurts van Kessel Hardfacing kijken we daarom naar het complete beeld: het basismateriaal, de toepassing, het slijtagemechanisme, de belasting, de geometrie en de gewenste levensduur. Vanuit die analyse bepalen we welke combinatie van matrixmateriaal, carbiden en applicatiemethode het beste past.
Conclusie
Slijtagebeperking bij ploegscharen helpt niet alleen om onderdelen langer mee te laten gaan. Het kan ook bijdragen aan minder vervanging, minder arbeid, minder stilstand en een constantere werking van de machine.
Het onderzoek van Gulyarenko en Bembenek laat zien dat de levensduur van ploegscharen sterk samenhangt met bodemtype, bodemhardheid, drukverdeling, werksnelheid, geometrie en de eigenschappen van de buitenste laag. In de onderzochte situatie leidde een slijtvaste oppervlaktelaag tot een levensduurverlenging van 2 tot 3 keer.
De belangrijkste les is breder dan de onderzochte techniek. Slijtagebeperking werkt pas echt wanneer de oplossing aansluit op de praktijk. Niet de hoogste hardheid, maar het juiste materiaalgedrag onder werkelijke omstandigheden bepaalt de prestatie.
Voor gebruikers betekent dit dat de werkelijke waarde van een slijtlaag niet alleen zit in een langere levensduur van het onderdeel, maar in lagere totale gebruikskosten: minder wisselen, minder stilstand en een machine die langer blijft werken zoals bedoeld.